プラスチック基板における水性インクジェット印刷用シリカ分散液: CAB-O-SPERSE® 4012K-Fー間接的な食品接触用途に最適
Tianqi Liu、Patrick Sargent、Zaheed Islam、Koen Burger キャボット コーポレーション (米国マサチューセッツ州ビルリカ)
はじめに‐
インクジェットは、可変データ処理とカスタマイズ、高いスループット、経済的なワークフロー、およびコスト構造における柔軟性により、商用、サイネージ、および包装分野で最も有望な印刷技術の 1 つとして浮上しています。食品包装における需要は増加し続けていますが、業界はサプライチェーンの最適化、廃棄物とコストの削減、カスタマイズ性を備えた柔軟性、環境・労働安全衛生 (EHS) コンプライアンスなどの課題に直面しています。これらの課題により、市場は非常に細分化され、オンデマンド印刷におけるデジタルインクジェット技術の強みを活かされるようになりました。
水性インクジェットは、さまざまなデジタルインクジェット技術の中でも、食品包装に適した技術としてみなされることが多々あります。 水性インクジェット インクは、水、保湿剤、界面活性剤、着色剤 (顔料または染料)、バインダー樹脂で主に構成されています。溶媒系や UV ベースのインクジェット インクに比べ、より安全に取り扱えるように設計されています。 ただし、水性インクジェット インクの弱みの 1 つは、インクが特定の粘度、表面張力、および流動特性を満たす特定のプリントヘッド技術向けに設計されていることです。これらは、従来のオフィス用紙や写真印刷用紙、または食品包装などの最終用途以外には適していません。
食品包装に使用される材料には、食品の貯蔵、保存、および保護を主目的とする幅広い化学物質や形態が含まれます。食品包装に最も一般的で広く使用されている素材はプラスチックです。フレキシブル プラスチック (ホイル、ラップ、パケット、バッグ、およびポーチ)、硬質プラスチック (ボトル、トレイ、およびポット)、そして半硬質プラスチック (キャップ、箱、およびテトラパック) として包装に使用されます。また、金属や紙、板紙、ガラスなどの他の食品包装材料のラベルまたはラップとして使われることもあります。 プラスチックの中でも、主に使用される素材はポリエチレン テレフタレート (PET) とポリオレフィン (ポリエチレンまたはポリプロピレン) の 2 種類です。 これらのプラスチックは、表面エネルギーが低く、疎水性と非多孔性があるため、水性インクジェット印刷には適していないと考えられています。コロナ処理後にこれらのプラスチックへのインクの付着を実現するために、水性インクジェット インクに接着剤を使用する試みが行われてきました。ただし、プラスチック上でのインクの乾燥は、ほとんどの水性印刷システムにとって、依然として重大な課題として残っています。上記に述べたように、水性インクジェット インクは液体品のため、水と湿潤剤を含んでいます。湿潤剤は、特定の粘度範囲を達成し、プリントヘッドを乾燥やノズルの目詰まりから保護して、一貫した噴射を実現するために使用されます。 高い沸点と低い蒸気圧を持つ湿潤剤は、これらの非多孔質基板に噴射されると、蒸発するために印刷の終了段階で強力な乾燥能力を必要とします。しかし、高温または長時間乾燥させると、プラスチック基板に望ましくない反りや変形が発生する可能性があります。
プラスチック基板と水性インクジェット印刷技術の間に存在する非親和性の問題を解決するために、インキ受容層塗料をプラスチックに適用し、液滴を保持する微細多孔質層を生成することができます。
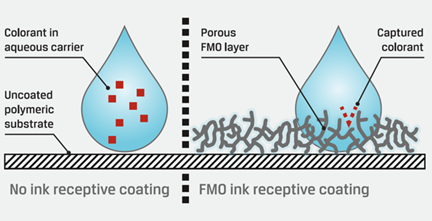
図 1 が示すように、プラスチック用インクジェット受容層塗料は、通常、多孔性を付与するヒュームド金属酸化物 (FMO) の粒子と、プラスチック基板に接着力を与える結合剤で構成されます。合成ヒュームドシリカやヒュームドアルミナなど FMO の粒子は、第一次粒子が分岐鎖に配置されたフラクタル構造を持つのが特徴です。分岐された団粒構造は、密封包装に用意でないため、粒子内および粒子間に空洞とチャネルが発生します。フラクタル粒子によって生成されるこれらの空洞または多孔性は、水性インクジェット受容層塗料における液体の吸着および顔料の固定を可能にする、非常に重要な特徴です。
間接的な食品接触を実現する CAB-O-SPERSE® 4012K-F シリカ分散液ー食品包装用水性インクジェット受容層塗料の主要成分
インクジェット受容層塗料の成分は、塗料が食品の間接接触包装用である場合、国固有の規制による許可または承認を得る必要があります。さらに、許容限度を超えていないことを確認し、潜在的な有害化学物質が包装から食品に移行することを調査するために、総合的かつ具体的な移行実験が必要になる場合があります。
たとえば、ヨーロッパでは、プラスチック サポート用のインクジェット受容層塗料の成分は、食品接触に関するヨーロッパの規制 (2011 年 10 月) 上、塗料に適用される国の規定を侵害しない範囲内で「印刷または塗料で覆うことができる材料」および「複数材料、多層材料、および製品のプラスチック層」のカテゴリーに該当します。これらの成分は、食品と接触する材料および製品に関するスイスの条例 (SR 817.023.21) の付属書 10 において、「食品接触用材料および製品の包装用インクの製造に許可された物質」の対象にもなります。
間接的な食品接触に関する規制に従った配合を実現するために、キャボットは食品包装用途向けに CAB-O-SPERSE 4012K-F シリカ分散液を開発し商品化しました。分散液は、コロイド状で安定しているため、粉砕や粉塵処理の必要はありません。シリカ分散液は、分散剤を含まないため、配合における非親和性の問題を最小限に抑えることができます。シリカの製造および分散過程から得られる高純度により、黄変することなく、化学的安定性と温度安定性を実現できます。図 2 が示すように、シリカ分散液、樹脂粘結剤、癒合添加剤、および界面活性剤を組み込むには、低せん断混合装置を必要とすることが分かります。CAB-O-SPERSE 4012K-F の製造に使用される基本シリカは、より低い比表面積のヒュームドシリカ、またはより大きい団粒サイズを持つ沈殿シリカに比べ、より高い比表面積と小さい団粒サイズを有するため、高光沢で半透明のコーティングを仕上げます。

CAB-O-SPERSE® 4012K-F シリカ分散液に基づくインクジェット受容層塗料の孔隙率、接着性、および透明性の性能
CAB-O-SPERSE 4012K-F シリカ分散液に含まれる粒子は、塗料内に多孔質ネットワークを形成してインクから液体を吸収する際に必要です。塗料に生成された細孔は、そのサイズが 10~150nm の範囲である可能性があります。多孔質媒体における動的流体の吸収は、毛細管圧によって行われ、細孔のサイズに反比例します。これらのナノメートル サイズの細孔によって、インク液の迅速な吸収が可能になります。
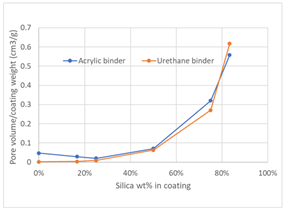
可溶性または粒子状の樹脂が配合に加わると、樹脂は結合剤として機能し、塗料のプラスチック表面への付着を助け、粒子を接着剤のようにまとめて保持し、乾燥時のひび割れやローラー操作による機械的摩耗を防ぎます。ただし、使用される結合剤が多すぎると、粒子によって生成された細孔の一部が充填され、一定の塗工量に占める総細孔容積の減少が発生します。
走査電子顕微鏡 (SEM) における塗料の形を調査するために、比表面積が異なるシリカ分散液とポリウレタン結合剤に基づく 5 種類の塗料を生成しました (図 3)。シリカの負荷が少ない場合 (例: 16.7%)、連続被膜が観察されます。結合剤は、表面を均質化し、シリカ粒子を覆い、空洞、切れ目、および粒子間の接触を埋める役割をします。シリカの負荷が増加すると、表面が粗くなり、表面に結合剤の重鎮範囲が少ないことを示す細孔が現れ始めます。

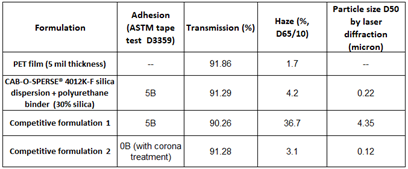
CAB-O-SPERSE 4012K-F シリカ分散液と乾量基準で 30% のシリカを含むポリウレタン結合剤に基づく配合を、PET フィルム (乾燥被覆厚さ 0.5 ミル) への接着性とフィルムの外観という側面において、市販で入手できる競合他社 1 および 2 の配合と比較しました (表 1)。 競合他社 1 の配合は、コロナ処理なしでも優れた接着性と良好な透過率を実現していますが、ヘイズの数値が高いため、塗料内の大きな粒子による光散乱が発生しています。 レーザ光回折による粒径の測定により、競合他社 1 の配合が 4~5 ミクロンの範囲の粒子を有することが確認されました。 競合他社 2 の配合は、コロナ処理後でも接着性に劣りますが、観察された小さな粒径と一致する良好な透明性を見せています。 CAB-O-SPERSE 4012K-F シリカ分散液に基づく配合は、接着性と透明性において全体で最高の性能を発揮しています。
CAB-O-SPERSE ®4012K-F 分散液に基づくインクジェット受容層塗料の色間ブリード、乾燥、および色性能
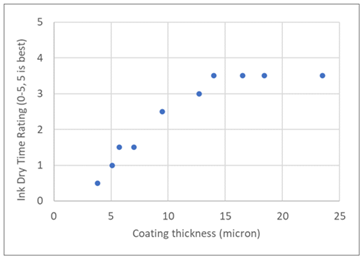
前述のように、組成物に含まれる粒子負荷は、塗料の孔隙率をはじめ、インクの乾燥や色間ブリードなどインクの受容能力に影響を与えます。 粒子の形態、化学的性質、および塗工量も重要な役割を果たします。
図 5 は、Epson Workforce WF-3730 プリンターで CAB-O-SPERSE 4012K-F シリカ分散液とアルミナ分散液に基づく 0.5 ミルの乾燥塗料を噴射したインクの顕微鏡画像を示しています。 黄色の背景に対する黒い正方形のエッジの鋭さは、黒から黄色への色間ブリードの性能を表します。 両方の塗料すべて、組成物中に 50% (w/w) の粒子を有し、その厚さも同様です。CAB-O-SPERSE 4012K-F シリカ分散液に基づく塗料は、アルミ分散液で観察されるブルーミングに比べ、鋭いエッジを見せていることから、色間ブリードにおいて遥かに優れていることが分かります。

インクの付着性と色域も、Epson Workforce WF-3730 プリンターから噴射されたインクを使用して評価されました。インクの付着は、ASTM D3359 に従って測定されました。7 色 (黒、赤、緑、青、黄、マゼンタ、シアン) がそれぞれ列で印刷されました。各色は、0~5 の接着性評価 (インクの接着性の合計は 0~35 の範囲) を受けました。色域の場合、7 色それぞれの正方形を印刷し、Hunter XE ラボスキャン測色計を使用して測定しました。全色域は、各色の色度を合計することによって決まりました。数値が高ければ高いほど、より優れた色域を実現することができます。
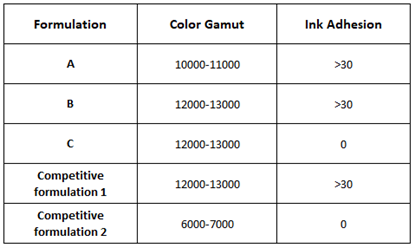
同じでないポリオールに基づく 3 つの異なるポリウレタン分散液を CAB-O-SPERSE 4012K-F シリカ分散液と組み合わせて、シリカと結合剤の重量比が 3:7 の配合 A、B、および C を生成しました。上記の 3 つの配合、そして事前に用意された競合他社 1 と 2 の配合において、色域とインクの付着性を評価しました (表 2)。ほとんどの配合において良好な色域が得られましたが、CAB-O-SPERSE 4012K-F シリカ分散液を含む配合 A および B のみが良いインク付着性を発揮しました。競合他社 2 の配合の場合、色域が不十分であり、インクが固定されていないため、この用途には適していません。
噴射可能なインクジェット受容配合に使用される CAB-O-SPERSE® 4012K-F シリカ分散液
CAB-O-SPERSE 4012K-F シリカ分散液は、プラスチックフィルムのアナログ応用を対象としたインクジェット受容塗料の配合だけでなく、デジタル噴射が可能な配合に適用できます。また、デジタル印刷プロセスの一部としてプライマー噴射で使用することもできます。
現在のインクジェットプリントヘッド技術は、ノズルの乾燥や目詰まりの問題を回避するために、プリントヘッドで使用される粒子に対して厳しい要件を設けています。たとえば、粒子の通常サイズは、0.3 ミクロン未満が理想的で、狭い粒子分布を持つ必要があります。図 7 は、CAB-O-SPERSE 4012K-F シリカ分散液の 3 つのロットにおけるレーザー光回折による粒径の測定値を示しています。D50 が 125nm 前後で D90 が 200nm 未満の場合、粒径と粒径分布の一貫性は、多くのインクジェットプリントヘッドの粒径要件を満たします。



結論
CAB-O-SPERSE 4012K-F シリカ分散液の開発と商品化により、急成長を成し遂げている包装とラベルのデジタル印刷分野に間接的な食品接触に関する規制に準拠した製品を提供することができます。また、CAB-O-SPERSE 4012K-F シリカ分散液は、印刷が困難なプラスチック基板向けの水性インクジェット受容層塗料を開発するための有益な成分であることが示されています。CAB-O-SPERSE 4012K-F シリカ分散液を使用すると、適切な樹脂バインダーを選択したという前提の元で、優れた付着性と透明性、および優れたインク性能 (色間ブリード、付着性、および色域) を備えた多孔質受容層塗料を形成することができます。
さらに、予備的結果では、CAB-O-SPERSE 4012K-F シリカ分散液は、粒径が小さく、狭い粒径分布を持つため、デジタル噴射に対応できるプライマー配合物またはデジタルインクに使用できることが分かります。
謝辞
この技術論文は、2022 年 3 月 17 日に PCI Magazine に初めて掲載されました。